





焊管【焊接钢管】常年出售产品视频展示,生动直观,助您了解产品优势,为购买决策增添信心。
以下是:焊管【焊接钢管】常年出售的图文介绍

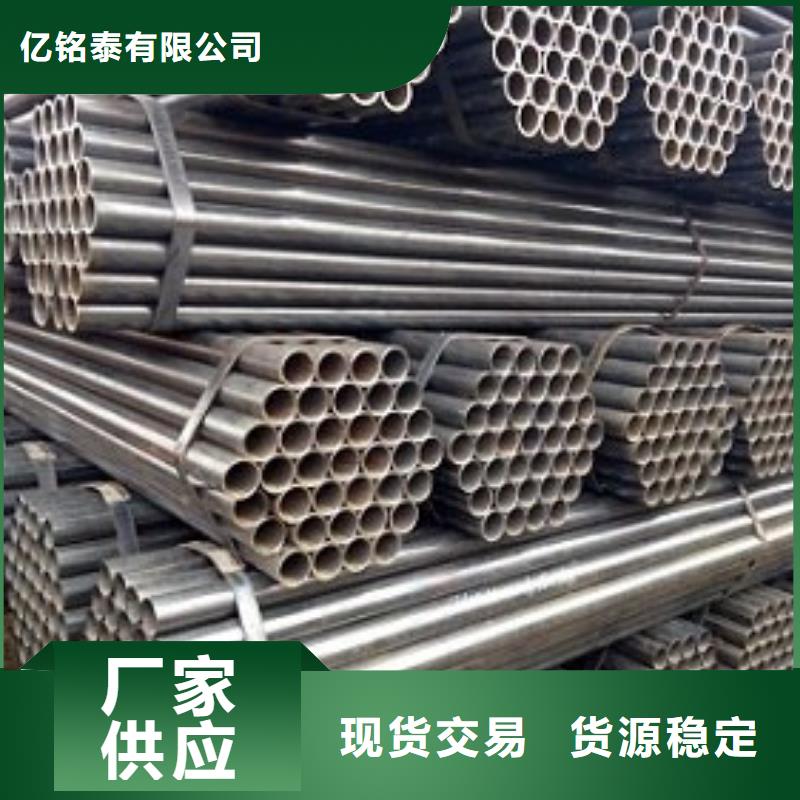
焊接钢管
亿铭泰
有限公司(绥化分公司)


焊接钢管的详细介绍
实力工厂操作简单

亿铭泰 有限公司(绥化分公司)有一支技能有素、实践经验丰富的科技攻关团队,为能制造出性能优良、质量可靠的 焊接钢管产品奠定了坚实的基础。企业在充分利用自身技术研发能力的同时,还与国内多家重点大学联合研发创新技术,科技前沿产品。公司拥有产品技术、高端的生产及检测设备,为保证产品质量, 焊接钢管关键原材料均从国外进口,并且制造产品的所有原材料都处于计算机的连续监控之下。



大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;




亿铭泰
有限公司(绥化分公司)
亿铭泰 有限公司(绥化分公司)坚持“发展科技拓市场,强化质量铸品牌,严格管理增效益,诚信为本誉天下 ”的工厂方针,发扬“诚信、团结、敬业、创新”的企业精神,竭诚为广大 焊接钢管用户提供优质的产品和满意的服务。

