

精密冷轧钢管生产工艺:
制定管材冷轧冷拔生产(见管材冷轧冷拔机组)的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。

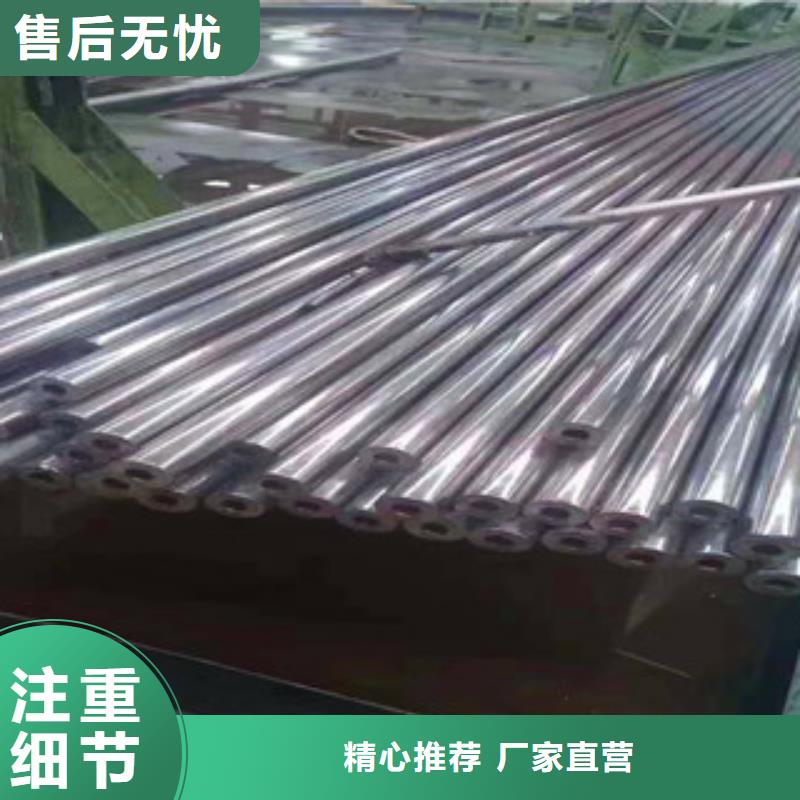
精密钢管生产介绍:
选择冷拔机道次变形量的影响因素有:金属的冷加工性能(包括金属的强度和塑性)、管身强度(拔制时不能出现拔断现象)、拔管机能力以及选用的拔制方式(见管材冷轧冷拔)和模具类型(见冷拔管工具)。在选择拔制道次变形量时还应考虑的因素有:连拔道次(道次中间不经热处理)的多少,热处理、酸洗、润滑质量的好坏。
变形道次的确定
变形道次按下式确定:式中为由管料加工到成品的总延伸系数,;F0为管料截面积;Fk为成品管截面积;μc为平均延伸系数。
在采用轧拔结合方案时,可先根据机组中冷轧管机和冷拔管机的配置以及冷轧管机已有的孔型系统等具体条件,确定由冷轧转为冷拔时中间管的尺寸,然后再分别计算冷轧和冷拔的道次,两者之和即为总的变形道次。
工艺程序表
表1为拔制25mmx2mm锅炉管的拔制道次和各道变形量计算。表2为拔制力计算和拔管机选择。表3为辅助工序和模具类型选择。


精密钢管生产方式:
4)超声波振动拔管。
(5)卷筒拔管。
(6)管材温拔。
(7)管材旋转模冷拔。
(8)反拉力拔管。
(9)扭转拔管,即在拉拔的同时使管子产生扭转的拔制过程。拔后的管子平直度好,可以省略矫直工序。拔制过程如图8所示。管料1拔制时通过置于中心架2上的椭圆模3(用于防止管子转动)和工作模4。借助于拔管小车6上的夹头5的旋转对出变形区后的管子施加扭矩,使它产生扭转,管子因扭转而防止了弯曲。



20年 广西钦州精密光亮管领域深耕
经验丰富
多种 广西钦州精密光亮管产品型号
可供选择
多种 广西钦州精密光亮管产品配件
快速匹配
雄厚的技术力量
质量有保障
广西钦州精密光亮管厂家直销
价格合理

