更新时间:2025-05-03 13:38:27 ip归属地:黔西南,天气:多云,温度:28 浏览次数:31 公司名称:聊城 聚贤丰汇金属材料有限公司(黔西南分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |






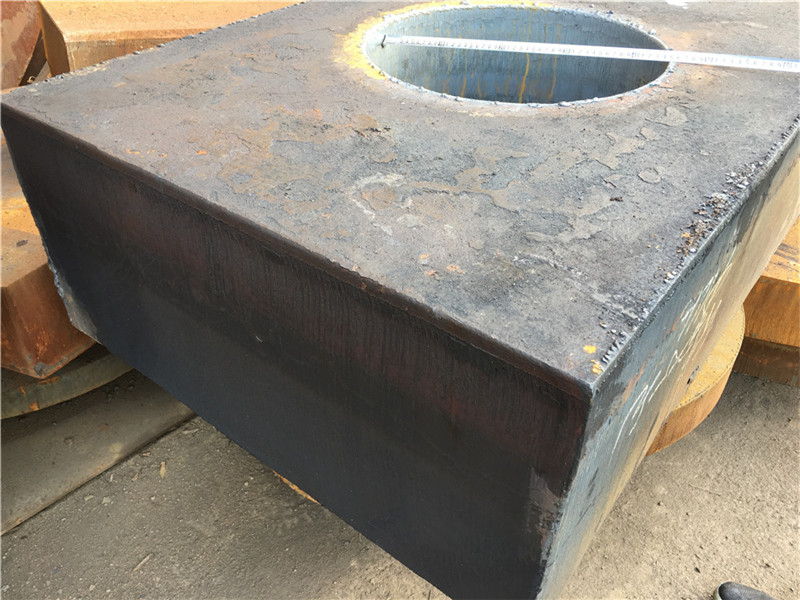
聚贤Q245R钢板加工范围折弯、打孔、切割方圆
16MNR钢板切割方法是用以冷切割和热切割。冷切割包括有高压水射流切割、裁切、锯切、或耐磨材料切割;热切割包括有co2火苗切割、低温等离子切割和激光器切割。切割方法:历经有关加工工艺试验,掌握钢板各种各样切割方法的特点和切割薄厚范畴。
高级别耐磨钢板的火苗切割方法与一般低碳和合金结构钢的切割一样简易,在切割耐磨钢薄厚时,需注意跟随钢板薄厚和强度的,切割边缘展现裂痕趋向增加。为防止钢板切割裂痕的产生。切割裂痕:钢板切割裂痕类似电焊焊接时产生氢致裂痕,假如钢板裁边产生裂痕,可能在切薄两天至几个星期内才展现。
因而,切割裂痕归属于延迟时间性裂痕,钢板薄厚和强度越大,展现切割裂痕就越大。加热切割:防止钢板切割裂痕有效的方法,便是在切割前开展加热。在开展火苗切割前,钢板一般都需要加热,其加热温度多少主要在于钢板质量等级和板厚。
加热方法可选用火苗烧枪、加温垫开展的,还可以应用热处理炉加温。为确定钢板加热功效,应在加温面测试所需温度。注意:加热尤其注意,要使全部钢板面匀称遇热,防止触碰热原的位置展现部分超温状况。
钢板切割加工,是本文的解读目标,由于仅有通过学习和掌握,才可以来恰当及顺利开展钢板加工,另外,还可以确保钢板的加工品质和加工实际效果。
聚贤Q245R钢板加工范围折弯、打孔、切割方圆
1.钢板加工中,钢板切割加工的花费是不是与切割方法相关?
钢板加工中,钢板切割的加工花费在一定水平上是与切割方法相关,但是,其所包括的基础花费类型是一样的,以钢板火苗切割为例子,其在基础加工花费上,是有燃料花费、人力花费、机器设备花费和场所花费这四个。如果是其他切割方法,很有可能也要再加上其他一些花费。
2.钢板加工是不是仅有钢板切割加工?
从专业视角而言,钢板加工不仅有钢板切割,其是也有其他一些加工,例如钢板钣金折弯、钢板电焊焊接等,钢板切割加工仅仅是钢板加工中的普遍加工类型之一,而根据这一点,能够了解的是,这个问题的回答是为并不是,并且大家要在这一点上面有正确对待,而不可以有错误观点。
3.将钢板加工成盘圆,其是归属于钢板加工吗?
把钢板加工成圆板也是钢板的加工类型之一,而且这在钢板加工中也很常见。但要注意的是,如果钢板材质不同,其加工方法、工艺和所用的工具、设备也不同,应根据钢板的实际材质来确定。
4.钢板表层如何磨去?
打磨钢板表面也属于钢板切割加工范围,它的传统加工方法是手工制作、刮磨,但由于工作效率低,已被慢慢抛弃。而是用工具磨床进行加工来达到目的,可以提高加工效率和质量,很好的处理这个难题。



聚贤丰汇金属材料有限公司(黔西南分公司)多年来始终坚持“诚信为本,质量保证,客户至上”的服务理念,为广大客户和消费者服务,本公司一贯奉行以质量求生产,以质量求发展,对 型材产品精益求精,以优质的 型材产品供给客户,服务至上,价格合理,而受到广大客户的赞誉,欢迎广大客户来厂实地考察洽谈。


8月份钢板价格上行仍比较乏力
钢板价格走势有所分化,较上星期同期相比,其中唐、津、霸主导钢厂累计拉涨10-50元,华东、华南区域则降10元。在带钢连续两个多月单边下行的态势之后,钢板终于在上星期末迎来强势拉涨,并且钢板明日涨幅高达40-50元。周初华东、华南区域开业,北方主导钢厂涨价现已进入尾声,加之需求难有,故南方商场价格多盘整运转。现在风向标商场钢坯与带钢价格差仅仅为180元,特别是部分调坯轧材企业亏损比较严峻,停产检修厂家较前期亦有所增多,在必定程度上对价格构成必定支撑。但现在处于钢材消费冷季,下流厂家接单普遍不抱负,故收购热心不高,钢板继续上涨动力缺乏,估计偏弱仍是下周主基调,但起伏有所收窄。本周管材小幅拉涨,起伏在30-60元/吨,下流收购需求仍旧乏力,其主要原因在于,本周质料小幅拉涨,东北市价根本比北方稍微高一点,这是非常正常的。而南方,继续弱势延伸,受梅雨季节影响,户外工地施工大都暂缓,商场用钢需求再度受挫,商家前期库存积压严峻,多在消化前期库存为主。进入后期钢厂检修数量逐渐增加,商场需求仍旧乏力,部分规格货源暂缺,商家毫无备货意愿,终端张望心情浓郁。估计下周行情或将小幅震动,跌幅在30-50元/吨之间。商场全体仍旧低位震动,本周商场均价估计从上星期的2106元跌到2027元/吨,累计跌幅在79元/吨,国内商场均价与上星期的3174元/吨至本周的3145元/吨,累计跌幅在29元/吨。本周质料跌幅较小,成品材支撑乏力,价格早已跌破前史 点,商场分歧较大,商家前期库存积压严峻,多暗降消库为主,调价较为慎重。国内商场均价上星期的2432元/吨跌至本周2413元/吨,累计跌幅在19元/吨,质料带钢均价从上星期的2064元/吨涨到本周2080元/吨,累计涨幅在16元/吨,本周质料钢板小幅拉涨,钢板部分资源纷繁跟涨。
本周一般铁合金与特殊铁合金商场继续坚持弱势运转,商场成交一般。硅铁商场仍旧维稳,跟着钢厂新一轮收购开始,商场成交情况好转。锰系商场盘整运转,商场成交尚可,询单多,实践成交价格暂未上涨,厂家开工心情偏低。硅锰盘整运转,交易量不高。铬铁商场变动不大,成交不大。钼铁商场弱稳运转,下流商场需求一般,厂商出货积极性低。钒铁商场根本坚持平稳坚硬态势,跟着商场大部分商家报价继续坚持坚硬,下流钢厂收购成交价格继续坚持缓慢上升。
上星期东北钢坯商场根本安稳,商场成交一般。据了解,当时东北区域大都q550钢板厂家都按订单出产,厂内库存不多,因此报价一向维稳。部分钢厂透露,近期下流收购积极性不高,如主导城市唐山钢坯呈现回落行情,东北区域或呈现跟跌走势。估计下周铁合金商场全体平盘张望后市。国内钢坯商场根本安稳,单个区域小幅调整,商场成交偏淡,资源供给不多。“五一”节后,钢坯商场仍旧有些疲态,即便在资源供给严重的情况下,钢板价格上行仍比较乏力,部分区域乃至小幅回落。面临低迷的商场,下流企业多以慎重张望为主,随用随采成为他们的主要操作方法。除此之外,钢坯厂家资金严重局势仍没有得到改善,厂商对后市信心缺乏,对后期钢坯走势不利。再加上原材料价格走低,螺纹期货低位徘徊,故估计本周国内钢坯或呈现小幅下挫行情。



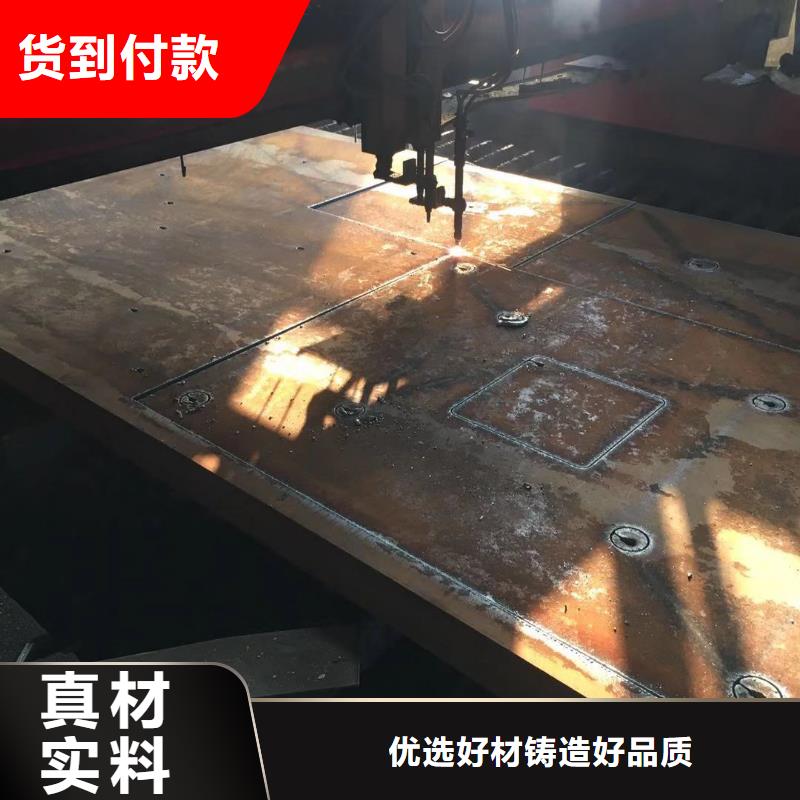
12Cr1MOVg钢板下料等离子切割精度果好
等离子激光切割是一种脉冲激光在不锈钢表面形成1米孔的过程。由于激光切割精度很高,可以达到±0.02mm,所以在日常钻孔中没有问题。激光切割不仅可以打孔,而且与其他许多钻孔方法相比具有非常明显的优势,钻孔精度高,效果好,成本低。下面我们就详细了解激光切割孔的优点。
等离子打孔技术是早大规模应用于实际生产的激光加工技术。而电子束打孔、超声波打孔、电化学打孔、射流打孔、比电火花打孔、冲孔机械打孔等方法,激光打孔技术明显表现出通用性强、效率高、成本低、效果好的优良特性。平均精度为±0.02m m,表面粗糙度ra约为1.6mum,若采用数控激光钻孔,孔精度可达5米,精度优良。在钣金加工中,用于打孔的激光是功率密度为104~105kw/cm~2的脉冲激光,作用时间仅为0.01~1μon,可加工直径为1μon的孔。等离子切割技术不仅可以精准地从表面不同角度打孔,还可以为薄壁材料、复合材料、脆性材料、粘性材料等不同性能材料的工件钻深孔和小孔。
利用激光技术在钣金件上打孔时,孔径大小主要取决于激光聚焦光斑的大小。通常,固体激光打孔的较大孔深可以通过激光功率密度和金属板件的热系数来计算。并非所有工件都适合激光钻孔。对于激光反射能力强、导热性好、熔点高、蒸汽压低的零件,激光打孔的利用率很低,激光打孔的孔径一般在1 mm~1.524mm之间。当孔径大于1.524mm时,应采用激光衬套法钻孔。加工大孔和台阶孔时,不允许激光钻孔。
12Cr1MOVg钢板下料等离子切割精度果好
从以上介绍可以看出,激光切割钻孔具有精度高、成本低、效果好等诸多优点,这些优点与许多其他钻孔方法相比具有非常大的优势。当然,如果精度要求不高,孔的密度特别高,不建议使用激光切割孔,因为成本较高。有专业的冲床,可以直接在不锈钢板上钻孔,一个孔只要几分钱,价格很便宜。
等离子切割机切割效率高,各部件更换更为频繁,作为金属切割工具,如果使用不规范,很可能会损坏机体,甚至伤害操作人员。接下来给大家介绍等离子钢板切割的五个使用误区。
1、穿孔切割,用等离子切割机尽量从边缘切割,这是对切割喷嘴等易损件的保护。为了帮助它们更持久,在打开工具之前,瞄准工件的边缘。
2、频繁起弧。切割材料时不预先计划切割情况,频繁调整和起弧会加速喷嘴和电机的损耗。
3、如果喷嘴过载,改善喷嘴电流可以提高切割效率,但过大的电流会损坏机体。喷嘴的电流强度不应达到满负荷状态,即工作电流的95%。
4、当切割距离过小或过大时,等离子切割机的切割距离与切割效率呈负相关。距离越小,效率越高。但是,如果割炬太小,会损坏割炬喷嘴,因此有必要合理控制距离。必须注意,切口应尽可能大。
5、穿孔厚度过大,切割机能穿孔的距离是规定的,一般是切割厚度的一半。
除了以上五种常见的等离子切割机误差外,还有一个非常重要的一点就是要保证切割机各部件的清洁,这些对于清洁污渍会影响等离子切割机的功能。
首先,我们要了解不同的辅助切割气割速度规格是不一样的。以空气等离子弧切割为例,在切割碳钢板时,以230A切割电流为标准,6mm厚的碳钢板切割速度可达3300 mm/min,当板厚调整到40 mm时,切割速度限制在500 mm/min至保证切割效果和质量。如果使用其他辅助切割气体,如纯氧切割,切割速度会降低得更多。在相同230A切割电流下,纯氧等离子切割厚度为6mm的碳钢板的切割速度可提高到370mm/min,而厚度为40mm的碳钢板的切割速度仅为350mm/min。为了调整等离子切割机的速度,首先要控制辅助设备的厚度。
一般来说,等离子钢板切割作为数控切割设备,工作人员应在保证等离子切割机质量的前提下,应尽量提高切割速度。这样不仅可以提高生产率,而且可以减少被切割件的变形和被切割焊缝的热影响区。如果切割速度不合适,效果正好相反,会使渣土增多,切割质量下降。